
The Internet of Things (IoT) has revolutionized the way we do business in many industries, and manufacturing is no exception. By connecting physical objects to a digital platform, IoT allows manufacturers to access real-time data from their machines and products throughout the production process. But how is IoT used in manufacturing?
This offers numerous benefits for improving operational efficiency, reducing costs, optimizing supply chain management, and more. Despite these advantages, implementing IoT into existing processes can present its own set of challenges as well as require careful consideration when selecting an appropriate solution for your needs.
In this article, we will answer: how is IoT used in manufacturing? We will look at how it can help businesses increase productivity. We will also learn about best practices and examples of successful implementations.
Table of Contents
How Is IoT Used in Manufacturing?
The Internet of Things has successful applications in multiple industries. But how is IoT used in manufacturing? Let’s look at the different industrial IoT solutions.
Predictive Maintenance Solutions
Predictive maintenance solutions are a type of IoT solution that can be used in the manufacturing industry to detect and diagnose potential issues before they become serious problems. These solutions use sensors, analytics, and machine learning algorithms to monitor the performance of machines and equipment over time.
By analyzing data from these sources, predictive maintenance solutions can identify patterns that indicate when something is likely to fail or require maintenance. This allows manufacturers to take proactive steps to prevent costly downtime or repairs.
Automation
Automated processes such as robotic arms help streamline production lines by reducing human labor requirements while increasing the accuracy and speed of output.
These robots can be programmed remotely via the internet using IoT technology. This makes it easier for manufacturers to make changes on the fly without having to physically reprogram each robot individually.
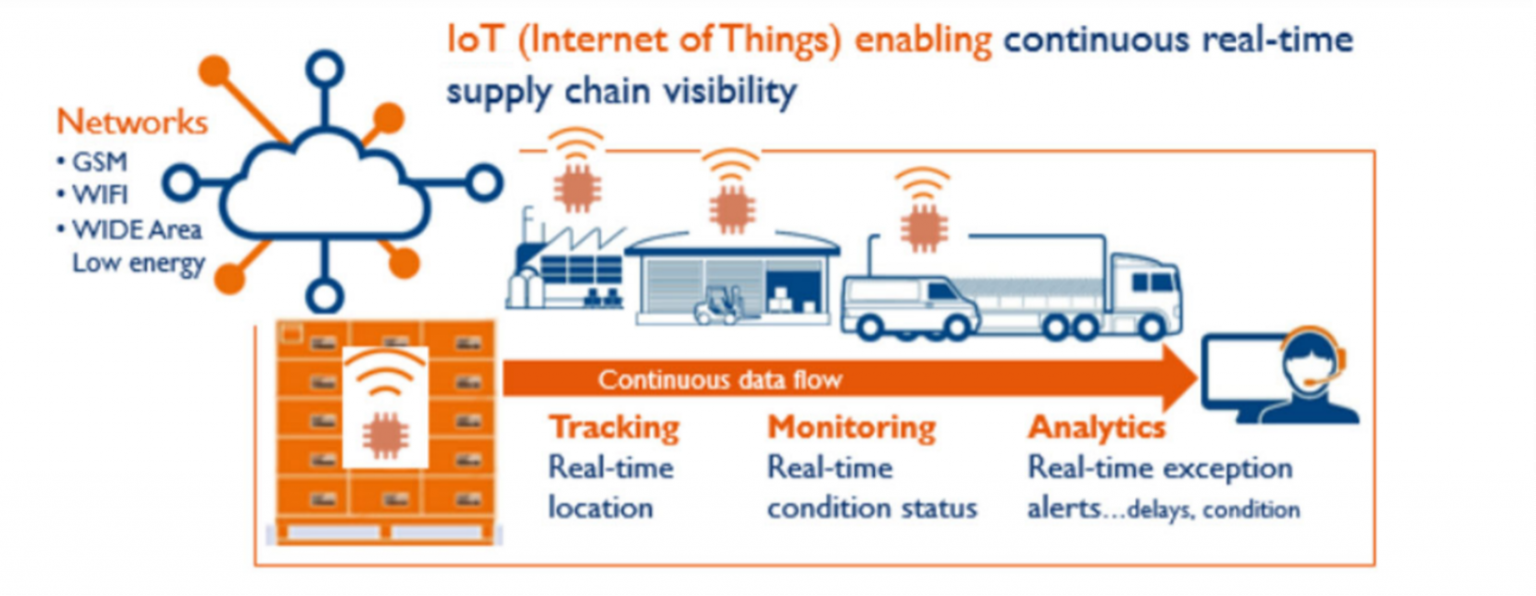
Supply Chain Management
By connecting all parts of their supply chain from suppliers through distributors up until final delivery, manufacturers can monitor shipments at any point along their journey. This ensures that products arrive on time with minimal delays due to unforeseen circumstances like traffic jams or bad weather conditions.
(Source)
Remote Monitoring and Control
Remote monitoring enables managers and supervisors located anywhere around the world to access real-time information about their factories including temperature readings, energy consumption levels, and security camera feeds. This allows them better control over operations even if they’re not physically present at the site itself.
Overall, IoT has made great strides toward improving efficiency within manufacturing industries by providing greater visibility into operational activities as well as improved predictive capabilities. This allows companies to respond quicker than ever before.
The types of IoT devices for manufacturing are varied and can be used to improve efficiency, reduce costs, and ensure safety.
Best Practices for Implementing IoT in Manufacturing
How is IoT used in manufacturing? When it comes to implementing an IoT solution in a manufacturing environment, there are several best practices that should be followed.
Understand the Manufacturing Process
It is important to understand the manufacturing process and how it works before implementing IoT in a factory.
This includes understanding what processes are automated, which ones require manual labor, and which parts of the production line need to be monitored or adjusted for optimal performance.
Additionally, it’s essential to consider any potential safety risks associated with incorporating technology into an existing system.
By taking these steps first, manufacturers can ensure that they get the most out of their IoT implementation while minimizing risk.
Establish Clear Goals and Objectives
Establishing clear goals and objectives is essential for any successful implementation. This means taking the time to understand what you want your IoT system to do and how it will help improve operations. Once these goals have been established, they can then be used as a guide when developing an actionable plan for implementation and rollout.
Choose Appropriate Technology
When selecting technology for an IoT project in manufacturing, it’s important to choose hardware and software that will work together seamlessly without compromising on quality or reliability.
For example, if a manufacturer needs sensors that can withstand extreme temperatures or humidity levels then they should select products specifically designed for those conditions rather than trying to make do with generic solutions that may not last as long or perform as well under harsh conditions.
Additionally, choosing compatible systems from reputable vendors can help minimize compatibility issues down the road and reduce maintenance costs over time.
Develop an Actionable Plan
Developing an actionable plan involves more than just selecting the right technology. It also requires understanding how the technology will fit into existing processes and systems, as well as training staff on its use.
Additionally, this plan should include contingencies in case of unexpected issues or delays during deployment.
Establish Security Protocols
Security protocols must be established when implementing any connected device into a networked environment such as a factory floor where data is constantly being exchanged between machines and personnel. It is critical that all devices are properly secured using strong passwords, encryption, authentication methods, and firewalls
Companies should also establish policies regarding who has access to sensitive information collected through connected devices so that only authorized personnel have access. Finally, companies should regularly monitor their networks for suspicious activity related to unauthorized access attempts.
It is important to ensure that best practices are followed when implementing IoT in manufacturing, as it can bring numerous benefits such as improved productivity and efficiency.
Examples of Successful IoT Implementations in Manufacturing
Automotive Industry
The automotive industry has seen a number of successful implementations of IoT solutions. Autonomous vehicle production lines are one example, where sensors and cameras detect problems in the assembly process, allowing for automated repairs or adjustments to be made without human intervention.
Smart factory automation systems have also been implemented, which allow for remote monitoring and control of machines on the production line. Finally, connected supply chain management systems enable manufacturers to track parts and components throughout their entire lifecycle from supplier to customer.
Pharmaceutical Industry
In the pharmaceutical industry, automated drug production lines are becoming increasingly popular as they help ensure quality control standards are met while reducing costs associated with manual labor. Smart inventory tracking systems can also be used to monitor stock levels in real-time and alert staff when supplies need replenishing.
Food and Beverage Manufacturing
Finally, food and beverage manufacturers have embraced IoT solutions such as automated quality control systems that use sensors to measure temperature during storage or transport processes. This helps ensure products remain safe for consumption by consumers.
Connected refrigeration monitoring systems provide additional safety measures by sending alerts if temperatures exceed acceptable limits at any point along the supply chain
Overall, these examples demonstrate how businesses across multiple industries can benefit from incorporating IoT solutions into their operations. This provides improved efficiency, cost savings, and quality control measures without sacrificing safety or security standards.
Conclusion
How is IoT used in manufacturing? The use of IoT in manufacturing is becoming increasingly popular as businesses look for ways to increase efficiency and reduce costs. By leveraging the power of connected devices, manufacturers can gain valuable insights into their operations that can help them make better decisions and improve productivity.
While there are challenges associated with implementing IoT solutions in manufacturing, these can be overcome by following best practices such as having a clear understanding of business objectives, investing in reliable hardware and software, and utilizing data-driven analytics. Examples of successful implementations include improved supply chain management, automated production processes, and predictive maintenance systems.
Ultimately, when used correctly IoT used in manufacturing has the potential to revolutionize how companies operate – resulting in increased profitability and customer satisfaction.


